



В базе знаний вы найдете разъяснения, статьи, рецепты, мастер-классы, по применению продуктов, предлагаемых нашим магазином. Здесь выкладывается информация о таких материалах, как силиконы для форм, жидкие пластики, литьевые полиуретаны, эпоксидные смолы и т.п.
База периодически пополняется материалами.
Если вы считаете, что здесь чего-то не хватает, сообщите нам об этом любым доступным способом. Мы постараемся добавить интересующую вас информацию на сайт.
Что такое силиконовая резина RTV-2?
RTV = комнатная температура вулканизации (room temperature vulcanization).
RTV-2 – силиконовая резина, отверждаемая при комнатной температуре при участии 2х компонентов, основы и катализатора.
Вулканизация
Вулканизация, технологический процесс, в котором пластичный каучук превращается в резину. В результате вулканизации фиксируется форма изделия, и оно приобретает необходимые прочность, эластичность, твердость сопротивление раздиру, усталостную выносливость и другие полезные эксплуатационные свойства.
Это понятие распространяется и на силиконовые полимеры. Процесс превращения жидкой или пастообразной силиконовой резины в твердое, стабильное состояние называют процессом вулканизации (vulcanization).
Катализатор
Реактив, который вступая в реакцию с основой, запускает химические процессы. Для превращения жидкого силикона в твердый используются оловянные или платиновые катализаторы. Количество катализатора влияет на скорость процесса и на качественные характеристики силиконового изделия.
Катализаторы, вещества, изменяющие скорость химической реакции или вызывающие ее, но не входящие в состав продуктов.
Время жизни
Время жидкого состояния смеси до момента начала полимеризации, в течение которого, можно работать с материалом (заливать, намазывать и т.п).
Ингибиторы
В переводе с лат. (inhibeo) переводится как: сдерживаю, останавливаю, удерживаю.
Ингибиторы – вещества различной химической природы, подавляющие каталитическую активность катализаторов и препятствующие процессу нормальной вулканизации.
Компаунд (compound – англ. составлять, соединять, смешивать, состав.)
Компаунд – это и есть сама формовочная масса – силикон. Это понятие применимо не только к силиконам.
Молд (mold – англ. форма)
Вязкость
По показателю вязкости можно определить о том, насколько текуч силикон. Подробнее о вязкости…
Твердость по Шору
Твердость силиконов измеряется по шкале Шора. Обычно этот показатель колеблется в пределах 10-70А по Шору. Исходя из этого показателя, можно понять какую жесткость имеет тот или иной силикон. Подробнее о твердости по Шору…
Плотность
Это отношение массы к объему. p=m/v
Средний показатель плотности силиконов 1,1 г/см³, это значит, что 1 кг силикона в массе будет занимать объем, приблизительно 0,9 л.
Предел прочности на разрыв
Предельный показатель, после которого происходит разрыв исследуемого материала.
Линейная усадка
Изменение объема формы относительно копируемой модели. Имеет принципиальное значение при воспроизведении встраиваемых деталей. В остальных случаях незначительная усадка не вооруженным глазом не видна. На показатель усадки влияет несколько факторов, основным из которых является химический состав силикона.
Литники
Литники – это каналы, через которые подается формовочная масса в форму и выходит ее избыток, а также выталкивается лишний воздух из формы.
Репродукция
Воспроизведение точной копии модели называется репродукцией.
Опалубка
Опалубка – конструкция, сооруженная вокруг копируемого предмета для удержания от растекания силикона, пока он в жидком состоянии. После застывания опалубка разбирается.
Вязкость (внутреннее трение) — свойство текучих тел (жидкостей и газов) оказывать сопротивление перемещению одной их части относительно другой.
Единицы измерения динамической вязкости
В международной системе единиц СИ — Миллипаскаль-секунда (мПа·с).
В метрической системе единиц — Сантипуаз (сП).
1 мПа·с = 1 сП
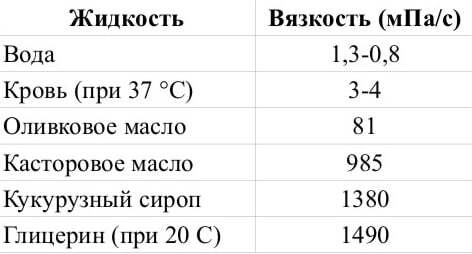
Чем меньше показатель, тем более жидкий материал и наоборот, чем больше показатель тем более вязкий (густой) материал.
Для наглядного представления о вязкости приводим табличку с показателем вязкости в Мпа/с
Твердость по Шору — один из методов измерения твердости материалов. Как правило, используется для измерения твердости полимеров: пластмасс, эластомеров, каучуков и продуктов их вулканизации. Метод и шкала были предложены Альбертом Ф. Шором в 1920-х годах. Он же разработал соответствующий измерительный прибор, называемый дюрометром. Твердость материалов измеряется с помощью дюрометров Шора и выражается в условных единицах Шора. При этом применяется несколько шкал, используемых для материалов с различными свойствами. Две наиболее распространенных шкалы — тип A и тип D. Шкала типа A предназначена для более мягких материалов, шкала типа D для более твердых.
- Например: «Твёрдость по Шору 80 A».
- Например: «Твёрдость по Шору 80 D».
Принцип определения твердости по Шору достаточно прост – в образец материала вдавливается специальный стержень с заданной силой и при заданных условиях. Глубина вдавливания и определяет твердость материала (в обратной пропорции – чем глубже, тем мягче). Чем больше цифра, тем тверже материал.
Твердость по Шору таблица
Для большей наглядности в таблице изображены показатели жесткости различных материалов.  Градация твердости силиконов колеблется в пределах 10-70 А по шкале Шора.
Градация твердости силиконов колеблется в пределах 10-70 А по шкале Шора.